

2020-08-22 14:43
轨排精调施工作业指导书
1.适用范围
适用于郑万铁路河南段ZWZQ-x标项目部CRTSI 型双块式无砟轨道轨排精调作业。
2.作业准备
2.1 内业技术准备
施工前技术人员应对施工图纸及相关的通用图纸和规范进行认真阅读、熟悉掌握轨排精调作业的设计要求和验收标准,制定施工作业技术交底、安全保障及应急措施,对施工作业人员进行岗前技术、安全培训和考核,合格后方可上岗。
2.2 外业技术准备
施工作业中所涉及的各种外部技术数据收集齐全。完成CPI 、CPII及水准基点的复测,CPII点桥上加密,CPIII建网,测设及评估工作。桥梁沉降稳定,完成沉降评估。修建生活房屋,配齐生活、办公设施,满足主要管理、技术人员进场生活办公需要。
3.技术要求
3.1 轨排精调采用轨道几何状态测量仪配合全站仪和螺杆调节器进行。
3.2 轨排精调到位后,应对轨排采取相应的措施进行加固,防止混凝土浇筑时轨排横向位移及上浮,并采集数据作为最终的精调数据。并及时浇筑混凝土。如间隔时间过长,或环境温度变化超过15℃,或受到外部条件影响,必须重新检查或调整轨排。加强对线路进行保护,禁止轨排上进行任何作业或行走。夏季精调安排在夜间进行。
3.3 高温、大风、雨天等恶劣气候条件下不得进行精调作业。
4.施工程序与工艺流程
4.1 施工程序:轨排组装验收→轨排粗调→轨排精调。
5.施工要求
5.1施工准备
(1)轨道精调基本条件:同一孔梁上的其他施工必须暂停,禁止车辆通行,特别是轨行龙门吊必须停止施工,精调作业完成后方可施工。
(2)精调开始前,擦拭钢轨和精调小车的轮子,确保钢轨及精调小车轮子清洁干净,清扫完成后,严禁任何人踩踏。
(3)负责轨排精调的测量人员必须固定。
(4)扣件应安装正确,无缺少、无损坏、无污染,扭力矩达到设计标准,弹条中支部与轨距挡板凸出部分应密贴,最大空隙不应大于0.5mm。
(5)螺杆调节器、斜拉杆、轨排鱼尾板、双头调节螺杆及六角扳手等作业工具的准备到位。
(6)对全站仪、精调小车检查校验合格均在有效期内。
5.2 施工工艺
5.2.1、轨排粗调
(1)粗调轨向控制
粗调钢轨时应先调整基准轨的方向,以基准轨为基准利用电子道尺来调整非基准轨侧的方向、轨距,基准轨确定方法为:曲线地段选择外侧高轨,直线地段选择与前方曲线高轨同侧钢轨,粗调顺序为先轨向后轨距。
调整时利用放样出的钢轨中心线来调整基准轨的方向使其调整到位,将道尺按轨距1435mm卡好,用钢尺量出道尺中心并在道尺中心点上用锤球悬吊 ,按锤球偏离地面弹好的轨道中心线方向调整钢轨位置 ,中线偏差控制在5mm之内。用道尺检验非基准轨侧的钢轨是否与基准轨方向一致、轨距是否达到标准。用电子道尺对每根轨枕的轨距进行检查。粗调后钢轨的方向线型应平顺,无突变,无周期性小幅振荡。
(2)粗调标高控制
粗调标高控制包括钢轨标高及超高控制,标高调整顺序为:先高低后水平,即先精确调整基准轨高低,再通过电子道尺根据超高调整非基准轨。基准轨确定方案为:曲线地段选择曲线内侧低轨,直线地段选择与前方曲线低轨同侧钢轨。利用水准仪实测钢轨中心处地面标高,钢轨顶面设计标高与实际标高之差为钢轨标高调整的数字依据,钢轨顶面标高调整时利用锤球从钢轨顶面垂直向下到底座表面上。现场施工人员用钢尺根据测量人员提供技术交底控制钢轨的调整数值,人工扭动竖向螺杆支撑器调整高低。粗调时钢轨顶面标高要低于设计标高1mm~2mm。基准轨调整到位后,用电子道尺调整非基准轨侧钢轨的高低,相邻两根轨枕钢轨标高不大于0.5mm,间隔三根轨枕钢轨标高不大于1mm。保证钢轨的平顺性。
曲线地段外轨需向上抬高,出现超高变化。桥上曲线超高设置在混凝土底座上。超高均采用外轨抬高方式,不同曲线地段具体超高根据《曲线超高检算设计说明(轨道)》确定。先调整外侧基准轨的方向,用电子道尺卡好轨距,调整好内侧低轨的方向。再调整内侧低轨的高低,之后根据超高值调整外侧高轨的超高。
在缓和曲线段,根据圆曲线的最终超高值和缓和曲线长按照线性插值法计算缓和曲线当前里程的外轨超高值,施工人员根据技术交底上提供的超高设置表使用电子道尺来控制超高值,不同超高地段无砟轨道各点标高按曲线横断面各点标高计算表取值,其他超高按线性内插法计算各断面超高值,缓和曲线段严禁出现反超高。将误差尽量控制在最小范围内。如果各项数据偏差较大,必须分 2~3 次调整,不能一次性调整到位,以免由于钢轨受力不均匀引起钢轨的变形。
桥梁地段考虑到底座与道床板之间的隔离层聚丙烯土工布的弹性,水准尺在聚丙烯土工布上沉降造成差值,现场调整人员根据测量人员计算过后的标高技术交底进行调整。
粗调顺序,对某两个特定轨排架,粗调顺序为:1→4→5→8→
2→3→6→7→1→2→3→4→5→6→7→8。
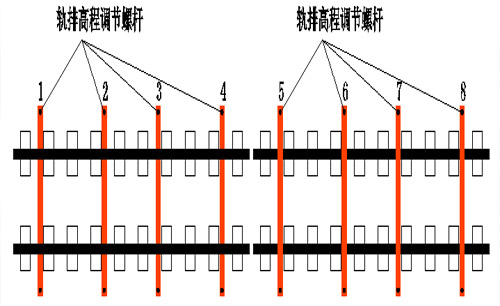
轨排粗调顺序
粗调可选择在白天进行。轨排两侧各安排 4 人同时对轨向锁定器进行调整。如框架钢轨偏离线路左侧,则采用 46mm 开口扳手松动右侧轨向锁定器(逆时针旋转),同时采用 46mm 开口扳手拧紧左侧轨向锁定器(顺时针旋转)使轨排向右移动至设计轨道中线位置后拧紧右侧轨向锁定器;框架钢轨偏离轨道中线右侧,则采用 46mm开口扳手松动左侧轨向锁定器(逆时针旋转),同时采用 46mm 开口扳手拧紧右侧轨向锁定器(顺时针旋转)使轨排向左移动至设计轨道中线位置后拧紧左侧轨向锁定器。中线一次调整不到位时应循环进行,直到中线偏差满足±5mm 要求。
高程调整:当精调小车实测轨面标高低于设计轨面标高时,采用 36mm 开口扳手顺时针旋转竖向螺杆使轨排上升至设计轨面标高;当实测轨面标高高于设计轨面标高时,松开轨向锁定器,同时采用36mm 开口扳手逆时针旋转竖向螺杆使轨排下降至设计轨面标高。竖向螺杆每旋转 120°将升降 1mm,调整轨排标高时应逐点调整,粗调后的轨道高程误差控制在高程-5~-2mm。
轨排粗调
(3)粗 调 完 成 后 , 相 邻 两 排 架 间 用 夹 板 联 结 , 接 头 螺 栓 按1-3-4-2 顺序采用活动扳手拧紧。
相邻轨排处轨头夹板安装及轨枕间距检查
精调的前提是粗调的质量,粗调精度越高,精调速度及精度就越好,因此必须高度重视粗调质量;严格控制,粗调时应”先中线,后高程”;精调设备必须检定后使用,定期检查校核,电子道尺、全站仪、水准仪配合复检,并专人负责保管仪器,严禁碰撞,需采用专用的保护箱保护,轻拿轻放。温度变化超过15℃或精调时间超高12h未浇筑砼或是发生意外碰撞轨排时,应重新精调。浇筑过程中各种设备与轨排必须保持至少1m以上的安全距离。扣件的扭力、三支点的缝隙、轨接头搓牙均需严格检查、控制,当曲线超高时,必须安装轨向锁定器,当需要与防护墙支撑调整时,支撑杆底部应做成平板状,并与防护墙固定牢靠。
5.2.1全站仪设站
全站仪观测 4 对共8个连续的 CPⅢ点基准控制点棱镜,通过配套软件,自动平差计算,计算确定设站位置的x,y,h 坐标。如偏差大于 0.7mm,方位角大于1″ 时应重新设站。重新设站时,尽量将仪器靠近中线位置,减小测量偏角,降低站与站之间的误差,同时尽量使全站仪和棱镜在同一直线上,仪器尽量架设低,以减小因三角高程的高差计算带来的误差。改变测站位置后,必须至少交叉观测后方利用过的 4 个控制点,并复测至少已完成精调的8根轨枕,如偏差大于 2mm 时,重新设站。
全站仪设站示意图
5.2.2轨道状态测量
轨道状态测量仪放置于轨道上,安装棱镜,接收观测数据,通过配套软件,计算轨道平面位置、水平、超高、轨距等数据,将误差值迅速反馈到精测小车的手薄显示屏幕上,指导轨道调整。精调测量过程中禁止人员在棱镜和全站仪之间穿行,在每一个设站点都做一个记号,以便于精调复测、浇筑完混凝土后和后期轨道整理检测。
5.2.3 轨排精调
轨排精调的精调小车,通过全站仪与小车顶端的棱镜,将轨排高程、中线偏位等数据显示在小车的手薄上,再用调整螺杆调节器的方法,反复测调,最终使轨排线形满足设计要求。
(1)调整中线。用专用开口扳手调节左右横向调整器,调整轨道
中线。一次调整 2 组,左右各配 2 人同时作业。在调整过程中,全站仪一直测量轨道状态测量仪棱镜,接收观测数据,通过配套软件,将误差值迅速反馈到轨道状态测量仪的手薄显示屏幕上,直到误差值满足要求后调整结束;紧扣一侧将中线调整到位,在仪器监控下拧紧松扣一侧,在此过程中,不得扰动已调整好的中线。
(2)调整高程。粗调后顶面标高应略低于设计顶面标高。用 36mm开口扳手,旋转竖向螺杆,调整轨道水平、超高,使轨排框架至设计标高。调整后人工检查螺杆与混凝土是否密贴,保证螺杆底部不悬空。调整螺柱时要缓慢进行,旋转 120°为高程变化 1mm。
高程调整
(3)精调顺序。对某两个特定轨排架而言,精调顺序为:1→3
→1→2→3→2→3→4→5→3→4→6→4→5→6→5→6,如下图:
精调顺序
(4)顺接过渡。前一站调整完成后,下一站调整时需重叠上一站调整过的 5 到 10 根轨枕。在 CPⅢ点精度、设站精度、全站仪精度、测量小车精度符合规
范要求的情况下,两设站点测量同测点的绝对偏差值中线不大于0.5mm、高程不大于 2mm;若偏差大于以上数据,查找分析原因。首先检查设站点 1 和设站点 2 的设站精度,如设站精度无问题,则需要对 CPⅢ控制点进行复测,以确保 CPⅢ点的整体精度。过渡段从顺接段后的第一个轨排架开始,每枕的数据递减值宜小于 0.2mm,直到绝对偏差约为零为止。
中线高程顺接示意
精调过程控制标准为:支撑点处精度,高程±0.5mm ,中心±0.5mm;全面复测精度,高程±1.0mm,中心±0.5mm;搭接段两次设站最大差值,高程± 1.5mm,中心±0.8mm。
精调完成后,进行全面检查,主要检查内容有:扣件缝隙、接地钢筋焊接质量、接地端子是否安装并与模板密贴、模板加固系统是否到位。
钢筋绝缘性能检测,重点检查轨枕桁架与纵向钢筋绝缘性、接地钢筋焊接处,钢筋端头搭接处,采用专用兆欧表,实测数值必须大于2MΩ,否则应进行全面检查。所有检测项目,达到检测要求方可施工下到工序。
①轨道精确调整和混凝土浇筑之间的时间控制在12h内,或环境温度变化不大于15℃,以避免温度变化过大造成钢轨伸缩引起轨道几何状态变化。轨排精调测量测点应设在轨排支撑架位置,保证钢轨及其接头的平顺。
②轨面高程以中线为准,与设计高程允许偏差±2mm。轨道中线以左股钢轨为准,与设计中线允许偏差2mm,线间距允许偏差为0~+5mm。
③所有精调作业完成后,现场任何人员和设备不得碰撞轨道。调整结果经相关质检和监理人员共同确认,并做好详细的记录。
6.劳动组织
6.1劳动力组织形式
采用架子队组织模式。
6.2每个施工单元人员配置
|
序号 |
工种名称 |
人数 |
分 工 |
|
1 |
架子队长 |
1 |
全面指挥、协调测量施工 |
|
2 |
技术主管 |
1 |
负责现场技术指导 |
|
3 |
技术员 |
1 |
指导精调作业及安装 |
|
4 |
质检员 |
1 |
负责现场质量检查 |
|
5 |
安全员 |
1 |
负责现场安全检查监督 |
|
6 |
材料员 |
1 |
负责所需材料的调配检查 |
|
7 |
测量员 |
4 |
负责轨排精调测量 |
|
8 |
领工员 |
1 |
负责现场施工 |
|
9 |
工班长 |
1 |
负责现场施工生产 |
|
11 |
精调工 |
8 |
负责轨排精调 |
|
12 |
电工 |
1 |
负责照明、设备及机具接电及供电保障 |
|
13 |
普工 |
4 |
辅助工作 |
其中负责人、工班长、技术员、专兼职安全员必须由正式职工担任。
7.材料要求
钢轨和螺杆调节器的性能指标和质量要求应符合相关技术标准。检验数量和检验方法符合《高速铁路轨道工程施工质量验收标准》(TB10754-2010)的规定要求。
8.设备机具配置
主要机具设备配置表
|
序号 |
名称 |
数量 |
备注 |
|
1 |
全站仪 |
1台 |
|
|
2 |
电子道尺 |
2把 |
|
|
3 |
螺杆调节器 |
700 套 |
|
|
4 |
斜拉杆 |
300 套 |
|
|
5 |
轨排鱼尾板 |
70 套 |
|
|
6 |
轨道几何状态测量仪 |
1 台 |
|
|
7 |
双头调整螺杆 |
2 根 |
|
|
8 |
六角扳手 |
2 把 |
可调整受力方向 |
9.质量控制及检验
9.1 质量标准
控制轨排精调后,轨道几何状态应符合设计和验收标准要求。
9.2 检验
①按验收标准和要求,轨道的允许误差,轨距、水平为1mm,高低、轨向为2mm。
②精调后轨道几何状态允许偏差应达到下表要求。
无砟轨道几何状态允许偏差
|
序号 |
检 查 项 目 |
允 许 偏 差 |
备注 |
|
1 |
轨距 |
±1mm |
相对于标准轨距1435mm |
|
1/1500 |
变化率 |
|
2 |
轨向 |
2mm |
弦长10m |
|
2mm/测点间距8a(m) |
基线长48a(m) |
|
3 |
高低 |
2mm |
弦长10m |
|
2mm/测点间距8a(m) |
基线长48a(m) |
|
4 |
水平 |
2mm |
|
|
5 |
扭曲(基长3m) |
2mm |
|
|
6 |
轨面高度 |
一般情况 |
±2mm |
|
|
紧靠站台 |
+2,0mm |
|
|
7 |
轨道中线 |
2mm |
|
|
8 |
线间距 |
+5,0mm |
|
10.安全及环保要求
10.1 安全要求
10.1.1 施工过程中要加强对测量仪器的保护,要将仪器放置在安全的地方。
10.1.2 按照安全管理组织机构配备安全管理的各级机构或部门工作人员,明确其安全工作职责范围,将施工经验丰富、安全意识强的人员充实到安全管理的各级机构和部门。
10.1.3 制定严格的安全管理制度和措施,建立健全各级安全责任制,责任落实到人。定期分析安全生产形势,研究解决施工中存在的问题,充分发挥各级专职安检人员的检查和监督作用,及时发现和排除安全隐患。
10.1.4 现场作业人员要佩戴安全帽,穿工作鞋,严禁穿拖鞋上岗。
10.1.5 在施工便道边按照公路交通标识设置一些指路标志、减速标志、危险标志、安全标志等,使进入施工现场的车辆、行人有标识可依,行为规范化。
10.2 环保要求
10.2.1 制定和落实环境保护、水土保持措施,避免由于施工操作引起的粉尘、有害气体、噪音等环境污染;保证沿线居民房屋、树木、农作物不受损害;避免由于环境污染的原因造成的人身伤害或财产损失。
10.2.2 材料堆放整齐有序,机械设备布置合理,施工垃圾及时清理,运送到指定地点,避免对当地环境造成污染。
加强工程机械和运输车辆维修保养,降低噪声。施工噪声严格控制,白天小于70dB,夜间小于55dB。